Производство
Изготовление Труб большого диаметра (ТБД) в России после развала Советского Союза начало разворачиваться лишь в нулевых годах. Поначалу их импортировали, однако быстро развивающиеся металлургические комбинаты нашли способы изготавливать стальные трубы нужного диаметра с защитными покрытиями.
ТБД https://mskukraine.com/products/black-metal/truba-stalnaja-jelektrosvarnaja/truby-bolshogo-diametra/ делают из стальных штрипсов, то есть заготовок в виде металлических полос. Если упростить сам процесс, то он выглядит так: металл нагревается, пока не станет пластичным, затем оборачивается вокруг валка и сваривается по шву. Такой трубопрокат называется прямошовным — и это самый распространенный вариант электросварных труб.
Тонкий момент здесь в том, что для производства изделия с действительно большим диаметром нужен огромного размера штрипс и подходящий станок. Так что этот способ стал актуальным тогда, когда появились соответствующие станки в промышленных масштабах.
Из узких штрипсов также можно сделать ТБД с помощью спиралешовной сварки. Для этого узкая полоска стали наматывается на вал под углом, как бы оборачивая его, а затем сваривается по всему шву. Однако это не такой популярный способ. Действительно, так можно получить трубу огромного диаметра, но протяженность шва на ней слишком большая, а ведь известно, что именно сварной шов является самым слабым местом любого изделия металлопроката.
Применение и эксплуатация
Бесшовные трубы нашли свое широкое применение в инженерном деле. Основное применение — создание коммуникационных трубопроводов.
Обратите внимание на следующую деталь:
- Для создания массивных больших трубопроводов, которые перекачивают жидкости и газы на большие расстояния, обычно используются изделия на основе горячей деформации. Эта технология позволяет делать качественные прочные трубопроводы, но у нее есть одно ограничение — она не позволяет делать тонкие изделия.
- Если же необходим трубопровод на основе тонких изделий, то лучше всего использовать изделия на основе холодной деформации. Они могут использоваться для транспортировки любых веществ — газ, холодная или горячая вода, нефть, нетоксичные химикаты.
Трубопроводы без швов также широко используются в угледобывающем промышленности. Там они используются в основном для вывода подземного газа на поверхность шахты.
Отсутствие шва в данном случае очень важно — это увеличивает надежность удаления газа, что минимизирует вероятность взрыва при нарушении газоотвода. В небольшим масштабах изделия также используются в других областях — металлургия, кораблестроение, производство тяжелой техники.

Как производятся холоднокатаные бесшовные изделия
За что ценят холоднокатаные бесшовные трубы, так это за повышенное качество. Для данных конструкций характерны высокопрочностные свойства.
Кроме того, они обладают почти идеальной гладкой поверхностью, что немаловажно при монтаже многих магистралей.
Процесс производства стальной холоднокатаной бесшовной трубы состоит из нескольких этапов, главными из которых являются следующие:
- Тщательный подбор сырьевых монолитных заготовок с дальнейшим отжигом, который необходим для придания продукции необходимых свойств.
- Подготовка заготовки. Это значит, что она должна пройти специальную очистку, которая предвидит осуществления целого комплекса мер, включающий в себя очистку с использованием химически активных средств, в частности, кислоты. Это значит, что кислотой полностью обливают заготовку, то есть, протравливают ее, после чего, с помощью щелочи, нейтрализуют действие химически активного реагента.
- Просушка заготовки.
- Этап фосфатирования или омеднения (используются соответственно фосфаты или медь). Этот процесс способствует значительному повышению прочностных характеристик будущих трубных конструкций. После проведения такой процедуры, изделия становятся более резистентными по отношению к деформациям.
- Процесс формирования круглых сечений. Такую процедуру осуществляют на специальном прокатном станке (отсюда и иное название процесса производства – «прокатка»). Следует заметить, что калибр стояка, практически зависит от этой операции, поскольку в ходе ее выполнения углы поворотов валиков могут быть изменены, что, понятно, влечет изменение диаметров конструкций.
- Осуществление сжатия заготовки. Такой процесс характерен для крупнокалиберной продукции с большим диаметром и различной толщиной стенок.
Классификация бесшовных стальных труб
Изделия отличают, в первую очередь, по методу трубопроката, в зависимости от чего они могут быть:
- горячедеформированными (горячекатаными). Выпуск такой продукции регламентирован ГОСТом 8732-78;
- холоднодеформированными (холоднокатаными). Сортамент задается ГОСТом 8734-78.
ГОСТом задаются возможные размеры выпускаемых труб, а показатели веса трубы бесшовной зависят от ее диаметра и толщины стенок. В отношении длины, то ее различают (указаны данные только для толстостенных труб):
- мерную – 4,5 – 9 м;
- немерную – 1,5 — 11,5 м;
- кратную мерной – 1,5 – 9 м, прибавляя пятимиллиметровый припуск на каждый рез.
Отношением размеров наружного диаметра и толщины стенок задается деление бесшовных изделий на три вида. Они могут быть:
- Особо тонкостенными.
- Тонкостенными. Значение диаметра больше значения толщины стенок от двенадцати с половиной до сорока раз.
- Толстостенными. От шести до двенадцати с половиной раз.
- Особо толстостенными. До шести раз.

В сортамент бесшовных труб входят изделия с толстыми и особо толстыми стенками
Толстостенные и особо толстенные бесшовные трубы принято подвергать дополнительной термической обработке для придания дополнительной устойчивости к давлению рабочей среды магистрального трубопровода или иных коммуникаций.
По качественным характеристикам горячекатаную бесшовную продукцию делят на пять групп, обозначая буквенными индексами:
- А – с нормированными свойствами механического характера;
- Б – с нормированным химическим составом;
- В — с произведением контроля над свойствами механического характера и химическим составом;
- Г. Химический состав нормируется, а свойства механического характера подвергаются процедуре контролирования, для которой предоставляются образцы.
- Д. По отношению к свойствам механического характера и химическому составу производится нормирование, дополняемое процедурой гидроударного испытания для толстостенной продукции.
Стальные трубы разделяют на шесть классов, приняв за основу назначение изделия:
- 1-й. Стандартными и газовыми трубами пользуются, прокладывая ирригационные системы и кабельные линии, обнося объект ограждениями и строительными лесами, осуществляя локальным образом подачу и /или распределение жидкостей и газообразных смесей.
- 2-й. Ими производится оснащение магистральных трубопроводов, по которым транспортируются в качестве находящейся под давлением рабочей среды вода, газ, нефть и нефтепродукты, топливо и твердые тела.
- 3-й. Востребованы системами, работа которых сопряжена с высокотемпературными режимами и высоким давлением рабочей среды.
- 4-й. Применяются при нефтеразведке и нефтедобыче обсадными, бурильными и вспомогательными.
- 5-й. Задействуются как элементы масштабных стальных конструкций типа мачт, опор, буровых вышек и мостовых кранов. Применяются транспортным машиностроением в качестве конструкционных труб. Задействуются при производстве мебели в виде ее элементов.
- 6-й. Эксплуатируются машиностроением, где из них получают цилиндры и поршни насосов, кольца валов и подшипников разных агрегатов, резервуары для работы под давлением. В зависимости от наружного диаметра их делят на три группы.

Бесшовные трубы используются при строительстве масштабных объектов
Диаметр стальных труб может быть:
- Малым – до 114 мм.
- Средним – 114-480 мм.
- Большим – от 480 мм. Выпускают бесшовные трубы диаметром и свыше двух с половиной метров.
Сфера применения
Горячекатаная широко используется в тех сферах, где необходимо исключить возможность протечки рабочей среды.

Горячекатаная труба используется в там, где есть необходимо исключить возможность протечки рабочей среды.
Возможности их использования практически безграничны. Бесшовная труба пользуется большой популярностью в самых различных сферах и отраслях многогранной человеческой деятельности. Так, труба горячекатаная используется в автостроении, тракторостроении, авиастроении и еще в большом количестве отраслей машиностроения. Стальные горячекатаные экземпляры широко используются в нефтедобывающей и химической промышленности и для предоставления различных видов коммунальных услуг. Например, бесшовная широко используется для создания газопроводных и водопроводных магистралей и для угольной и буровой промышленности. Бесшовный элемент используется для транспортировки пара, газа и других веществ.
Труба горячекатаная используется для транспортировки воды либо химических жидкостей. Очень часто именно такой вид проката, как бесшовная труба, используется в оборонной промышленности, судостроении и вагоностроении и во многих отраслях тяжелой промышленности. Такая популярность обусловлена высоким качеством и прочностью труб бесшовных. Такие положительные характеристики данных материалов связаны исключительно с отсутствием сварного шва.
Цельный металлопрокат, благодаря своей высокой надежности и прочности, является очень стойким к внешнему воздействию и из-за этого используется в технически сложных сферах и отраслях машиностроения.
Труба горячекатаная отличается высокой степенью износостойкости и используется в тех сферах, где создаются сложные условия эксплуатации.
Бесшовные, изготовленные из различных сортов стали трубы могут поддаваться различным видам металлообработки: клепанию, резке, сварке и многим другим действиям. Стальная отличается высокой прочностью.
Очень часто горячекатаный прокат может использоваться в различных отраслях промышленности. Он пользуется популярностью в качестве конструкционного элемента в строительстве либо может в механизмах играть роль вала передачи вращения. Труба горячекатаная используется во многих сферах, где их применение является рентабельным, например, в монолитно-каркасном строительстве.
Данный вид проката применяется в том случае, когда на основании расчетов ясно, что нагрузки в значительной степени превышают допустимый уровень для сварных изделий.
Особенности изготовления
Изготовление труб чаще всего осуществляется из углеродистой или легированной стали, поэтому им не страшны коррозия и воздействие агрессивных веществ. Согласно технологии производства, все изделия выпускаются с нормированием механических и химических свойств. Она зависит от сферы применения конечного готового продукта и разделяется на несколько групп:
- А – нормированы механические свойства;
- Б – нормированы химические свойства;
- В – нормированы химические и механические свойства;
- Г – нормированы химические свойства, но также контролируются и механические свойства.
- Д – проводится испытание путем гидравлического воздействия.
В ходе производства тщательно контролируются характеристики изменения разностенности и овальности. Эти параметры не должны выводить готовые изделия за предельные значения диаметра, толщину стенки.
Технические требования к такому виду продукции устанавливают ГОСТ 8731-74 и 8734-75.
По соотношению размера внешнего диаметра к толщине стенки (Dн/s) стальные бесшовные модели классифицируются таким образом:
- особо тонкостенные Dн/s > 40 и диаметром 20 мм, толщиной стенки ≤ 0,5 мм;
- тонкостенные с Dн/s от 12,5 до 40 и D ≤ 20мм со стенкой 1,5 мм;
- толстостенные с Dн/s от 6 до 12,5;
- особо толстостенные с Dн/s< 6;
Технология изготовления горячедеформированных изделий
Процесс производства состоит из нескольких технологических стадий:
- Подготовка. Заготовки нужной длины получают из круглых сплошных штанг. Их ломают на гидравлических прессах по предварительно сделанным надрезам или разрезая с помощью пресс-ножниц.
- Прошивка. Изготавливается толстостенная гильза. Отверстие в ней формируется оправкой, которая зафиксирована на длинном стержне. Их оси совпадают с осью прошивки. Нагретая заготовка перемещается к валкам на навстречу оправке, которая установлена в зоне максимальных диаметром валков. Внешний диаметр гильзы приблизительно равен диаметру заготовки, но благодаря образованию отверстия ее длина увеличивается в 2,5-4 раза.
- Раскатка. Гильза деформируется на оправке в раскатных станах в трубу нужного размера с требуемой толщиной стенки разными способами. Метод раскатки гильзы характеризует тип трубопрокатной установки. Она может проводиться на автоматическом, непрерывном или трехвалковом раскатных станах.
Завершающая технологическая операция для любых способов раскатки — операция охлаждения изделий на специальных охладительных столах. Для устранения продольной кривизны охлажденные трубы могут подвергаться правке на правильных станах. Специальные валки осуществляют винтовое перемещение трубы, при этом осевые искривления ликвидируются, если они есть. Также проводится торцовка концов на токарных станках. Если требуется, снимаются фаски.
В завершении все готовые изделия подвергаются контролю качества. Годная продукция пакетируется и отправляется на склад, негодная отсеивается.
Технология изготовления холоднокатаных изделий
Ключевыми отличиями изготовления являются следующие моменты:
- гильза в данном случае охлаждается сразу после прошивки. Последующие операции проводятся при температуре ниже той отметки, при которой сталь приобретает пластичность. Конечно, назвать заготовку холодной можно лишь условно, поскольку сталь, которая деформируется в вальцах, выделяет тепло;
- перед завершающей калибровкой трубы обязательно подвергают отжигу. Заготовка вновь разогревается до температуры, при которой происходит рекристаллизация, а затем естественным образом остывает. Это необходимо для снятия накопившегося внутреннего напряжения в трубе и придания материалу вязкости, пластичности.
Популярные формы сечения изделий из стали
Какую же форму может иметь стальное изделие, и где в зависимости от этого оно находит применение?
В зависимости от сечения, труба из стали может выпускаться следующих форм:
- Круг.
- Овал.
- Плоский овал.
- Квадрат.
- Прямоугольник.
Трубы с овальной и плоскоовальной формой сечения находят применение:
- При изготовлении декоративных конструкций.
- Для выпуска разных типов систем охлаждения жидкости. В этой сфере использование трубы овальной и плоскоовальной формы более эффективно, чем круглой трубы, так как в первом случае поверхность имеет большую площадь, чем во втором.

Трубы квадратной и прямоугольной формы имеют одну важную отличительную особенность – они меньше деформируются в процессе изгиба. Этот критерий дает большое преимущество при использовании материала. Стальные трубы такого сечения применяются при монтаже несущих конструкций из металла параллельно со швеллерами и двутавром.
При выборе стальных труб стоит принять во внимание один факт – помимо прочности на изгиб, профильная труба квадратной или прямоугольной формы удобна при монтаже. Объясняется это наличием плоскостей, которым требуется минимальная подгонка.
Чаще всего монтаж профильной трубы осуществляется с помощью болтов, не прибегая к использованию сварочного оборудования.
Преимущества и применение бесшовных стальных труб
Говоря о бесшовных металлических трубах, как правило, сразу указывают на высокую стоимость изделий, вызванную сложностью производственного процесса. Тем не менее, резкое повышение качества продукции, по сравнению со сварным трубопрокатом, не только окупает расходы, но и приносит значительные прибыли производителям ввиду высокой востребованности бесшовных труб.

Бесшовные трубы востребованы также в энергетической сфере, тяжелом машиностроении и химической промышленности.
Поясняется же столь высокая востребованность, не исчезнувшая с распространением многочисленных разновидностей пластиковых труб:
- исключительной прочностью изделий, обеспечиваемой толщиной стенок;
- уникальным разнообразием сортамента, связанным не только с габаритными параметрами, но и с использованием различных производственных технологий и марок стали.
Бесшовными трубами заинтересованы многие отрасли экономики, которым важна, в первую очередь, особенная прочность продукции. Они применяются:
- в энергетике. По бесшовным трубам осуществляется циркуляция теплоносителя в котле, а перегретый пар отводится к турбине;
- в авиастроении. Этой отрасли требуются преимущественно прочнейшие и легкие особо тонкостенные изделия;
- в химической промышленности. Транспортировка продукции данной отрасли должна гарантированно исключать возможность утечек, что и обеспечивается бесшовными стальными трубами;
- в добыче, переработке и транспортировке газа и нефти. Не для магистральных трубопроводов, где обходятся стальными трубами, а в условиях рабочего давления в сотни атмосфер;
- в пищевой промышленности. Востребованы безопасность и способность к соответствию санитарно-гигиеническим запросам, экологичность;
- в гидравлических системах, где поршням и цилиндрам приходится сталкиваться с давлением в сотни атмосфер;
- в строительстве. Колоссальные фермы, опоры и мачты возводятся с расчетом на многие десятилетия безупречной работы, а быстро собираемые и демонтируемые строительные леса позволяют существенно ускорить работы.
Бесшовными стальными трубами обеспечивается функционирование многих отраслей современной экономики. Несмотря на распространение многочисленных пластиковых изделий, бесшовная стальная продукция отличается высокой востребованностью, и речь о ее вытеснении с рынка в ближайшей перспективе не идет. Более того, прочностные характеристики, усиленные использованием различных добавок, делают бесшовные стальные трубы поистине незаменимыми во многих секторах хозяйственной деятельности, от авиастроения до энергетики.
Как производят бесшовные трубы
Бесшовную трубу промышленные предприятия выпускают, применяя различные сочетания металлов и сплавов, в зависимости от предназначения изделия. Производство осуществляется четырьмя основными методами:
- Волочением.
- Ковкой.
- Прессовкой.
- Прокаткой.
Используемые в качестве исходного материала для горячедеформированных труб изделия могут быть:
- коваными заготовками;
- непрерывно литыми заготовками;
- подготовленными трубными заготовками;
- слитками мартеновского проката.
Труба стальная бесшовная горячедеформированная производится путем выполнения нескольких технологических операций.
На начальном этапе штанга, круглая в сечении заготовка, преобразуется в гильзу. Делают это с помощью прессов или специальных станов с грибовидными, дисковыми или конусными валками. Заготовку направляют вдоль осей, обработка производится вращающимися в одном направлении рабочими инструментами, расположенными в вертикальной плоскости с наклоном в 4-12º. В ходе обработки заготовки происходит сокращение площади ее поперечного сечения и образование небольшого отверстия в осевой части.

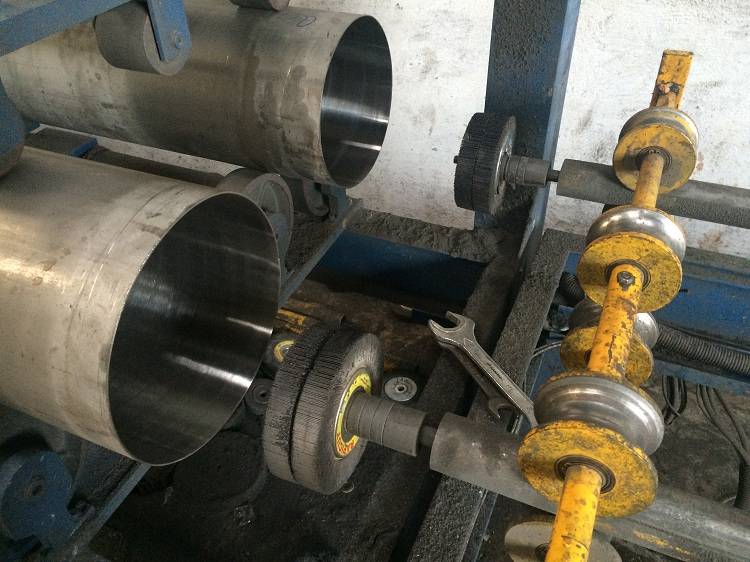
Один из способов производства бесшовных труб — метод горячей прокатки
Специальной оправкой, установленной между валками, корректируются размеры отверстия изделия и выравнивается его поверхность. При этом специальными направляющими линейками и непроводными роликами заготовка удерживается в требуемом положении. Проводя изначальный подогрев заготовки до 50º С, ей придают требуемую для обработки пластичность.
На обкатном стане размеры готовой гильзы снова подвергаются корректировке. Перед передачей на окончательную обкатку, ей задаются параметры разностенности и овальности. После чего изделие оказывается на непрерывном стане горячей прокатки, откуда поступает на холодную калибровку.
Холоднодеформированные изделия, отличающиеся повышенным качеством, проходят тщательную обработку. Еще на стадии подготовки проводится тщательный отбор заготовок. Дальнейшая подготовка к обработке включает процедуру отжига. Прошедшее отжиг, сырье поступает на травление – обработку кислотой. Для нейтрализации последствий травления и очистки от его остатков трубу обрабатывают с помощью щелочного раствора, после чего просушивают. Для дальнейшего улучшения свойств трубы проводят фосфатирование или омеднение.
На прокатном стане, составляемом прокатной клетью и двумя расположенными под заданным углом и вращающимися в противоположные стороны валками, производится образование калибра. Размеры калибра в сторону увеличения или уменьшения задаются изменением угла наклона валков. При движении прокатной клети к обрабатываемой заготовке, последняя оказывается между валками. А когда изменяется направление, то происходит обжатие. В процессе одной прокатки изменяют такие размеры, как величину диаметра и толщины стенок трубы. Производя тонкостенную продукцию, процесс дублируют, снова отжигая и протравливая заготовку. После этого следует окончательная отделка изделия.
Трубы, формируемые в холодном виде, называются холоднокатаными
Особенности бесшовных труб
Бесшовные трубы выпускают из стали – высокопрочного сплава железа с углеродом, который обладает твердостью, устойчивостью к внешним воздействиям. Отсутствие шва и толстые стенки ставят этот трубный материал вне конкуренции.

Технические характеристики
Технические характеристики трубных бесшовных изделий зависят от марки стали и способа их производства – горячим или холодным прокатом. Выпуск изделий регламентирован специально разработанными нормами ГОСТ (государственным стандартом). На выходе с прокатного стана должно получиться изделие, строго соответствующее заданным параметрам.

Для горячекатаных ГОСТ 8732-78:
- Толщина стенки – минимально 2,5 мм, максимально 75 мм.
- Вес на единицу длины изделия. Вес должен соответствовать диаметру и толщине стенки. Точные значения веса трубопроката указаны в соответствующих ГОСТах в виде табличных данных для каждого размера.
- Диаметр. Промышленность выпускает бесшовные стальные трубы в широком диапазоне размеров от 20 мм в диаметре до 530 мм.
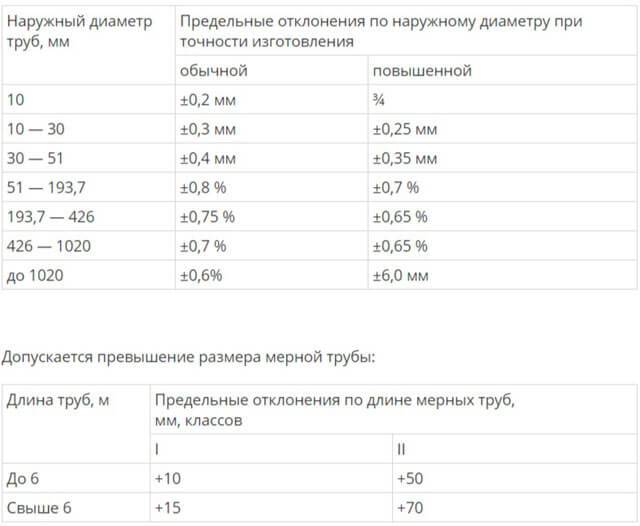
- Длина изделия. ГОСТ регулирует длину выпускаемых бесшовных труб. Стандарты следующие: длина 4-12 м с допустимыми отклонениями до 6 метровой длины 10 мм; длиннее 6 м – до 15 мм.
- Допустимые отклонения кривизны от 1,5 до 4 мм.

Для труб, произведенных холодной прокаткой ГОСТ 8734–75:
- Толщина стенки – минимально 0,3 (особотонкостенные), максимально 24 мм (особотолстостенные).
- Вес на единицу длины изделия указан в таблице соответствующего ГОСТа.
- Диаметр от 5 мм до 250 мм.
- Параметры длины: мерные трубы 4,5 — 9 м, немерные 1,5 — 11,5 м и кратной мерной длины 1,5 — 9 м. Вариативность от 5 до 10 мм.
- Допустимые отклонения кривизны от 1 до 3 мм в зависимости от диаметра изделия.
Классификация
Помимо способа изготовления, бесшовные трубы разделяют по следующим характеристикам:
- По геометрической форме трубные изделия могут быть круглыми, квадратными, прямоугольными.
- По толщине стенок. Параметр рассматривается в значении отношения внешнего диаметра трубы к толщине ее стенки. Значение варьируется от 1:40 (особотонкостенные изделия) до 1:6 (особотолстостенные изделия).
- По длине – мерные, немерные и кратные мерной длине.
- По диаметру – на малые, средние, большие.

По контролируемым параметрам сплавов для изготовления бесшовных труб их классифицируют особо, маркируя буквами:
- А – механические свойства;
- Б – качественный состав сплава;
- В – сочетание механических свойств изделия и его состава;
- Г – химический состав + контроль образцов изделия на механические свойства;
- Д – контроль механических свойств, химического состава сплава + испытание на гидроудар.
По назначению бесшовные трубы разделяют на 6 классов, каждый из которых подразумевает особые технические характеристики бесшовной трубы для эксплуатации в определенных условиях.
- Трубы стандартного назначения (газовые). Используются повсеместно для транспортировки газов и жидкостей, в строительстве для ограждений, верховых конструкций.
- Магистральные трубопроводы, которые эксплуатируются под давлением.
- Трубы должны выдерживать комбинацию высокого давления и высоких температурных значений.
- Изделия используются в оборудовании для разведки и добычи нефти, газа.
- Трубы, предназначенные для изготовления особо прочных конструкций в строительстве, машиностроении.
- Бесшовные трубы, которые используются для изготовления поршневых механизмов в машиностроении, где эксплуатация сопряжена с механическим и гидравлическим воздействием.
Способы производства
Различают две технологии изготовления бесшовных труб – горячую и холодную деформацию металла. В обоих случаях бесшовная труба производится из цельного куска металлического сплава цилиндрической формы.